明清家具风格的现代雕刻技术
一、雕刻工具
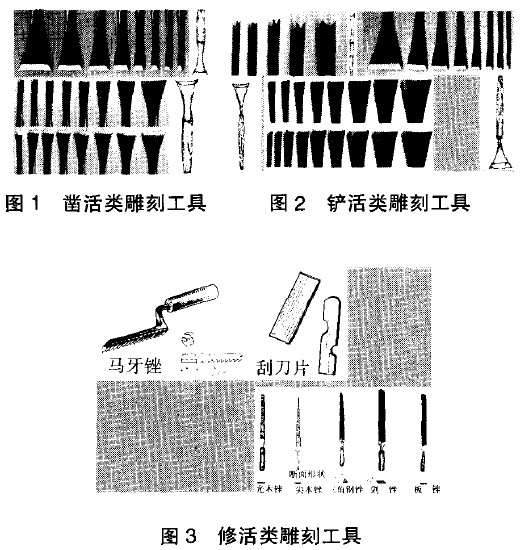
雕刻工具古称之为“剞劂”,如汉·严忌《楚辞·哀时命》日:“握剞劂而不用兮,操规矩而无所施。”王逸注云:“剞劂,刻镂刀也。”其是将设计创意进行物化的有力武器,自身质量的优与劣直接关系到所雕刻器物的最终品相的好与坏及使用者工作效率的高与低,故古语有云:“工欲善其事,必先利其器”。伴随着冶铁及木工技术的发展,到了明代,以凿类和刀类(刻刀)等作为雕刻主要工具的配套组合状况已完全成熟并定型,并一直沿用至今[3]。按其功能的不同,可分为凿活类雕刻工具(如图1)、铲活类雕刻工具(如图2)及修活类雕刻工具(如图3)。需要说明的是,由于现代科学技术的发展,具有相同雕刻功能的机械化设备(如线锯、镂铣机、CNC数控机床等)也相继出现,并逐渐应用到现代生产中去。这些现代化机械设备在雕刻工艺中的运用不仅提高了整体的生产效率,而且还提高了产品的加工精度与加工质量,但是直接由现代化机械加工设备雕刻出来的产品却显得呆板而没有生气。因此,在大部分传统家具的生产企业只是用它们来完成锯轮廓、制粗坯中的部分劳作,最终还是由人工雕刻来完成。
推荐阅读:从雕刻看明式家具的艺术意蕴
1、凿活类
凿活类雕刻工具主要用于雕刻工艺中的制粗坯,按照凿刃的平、弧不同,有平凿和圆凿之别,其由凿头和凿柄两部分构成。平凿主要用于凿刻直线型纹样,圆凿则主要用于凿刻曲线型纹样。在凿刻时,操作者都是先用大拇指顶住凿柄上端,其他4指并拢握住凿柄下端,再根据雕刻纹样的走向来选择运凿的方向,最后用木槌的敲击凿柄端部进行凿刻,但不同的是运凿的方式有所不同。平凿在运刀时,应先使凿刃的一端翘起,然后再放下,并用木槌敲击进行凿刻,圆凿运刀时则需要用合拢的4指转动凿柄,使凿头沿纹样的曲线轮廓进行凿刻。此外,无论是平凿还是圆凿进行连续凿刻时,凿头运行的速度要保持均匀,且要根据雕刻纹样的最终效果,来选择用力的大小,使凿刻的深浅有度,层次有别。
2、铲活类
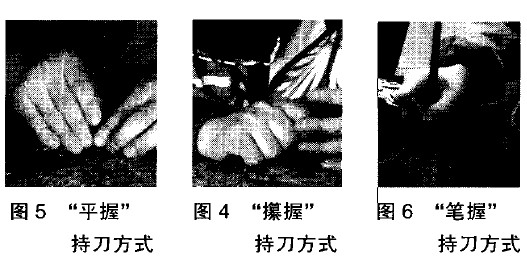
铲活类雕刻工具主要用于雕刻工艺中的铲凿细饰,按照铲刃横截面形状的不同,可分为平铲、斜铲、圆铲及镏钩(即三角刀),这也决定了它们自身功能的独特性。其中平铲和斜铲主要用于修整平地表面和直线型纹样的根部毛刺,圆铲主要用于细饰截面为曲线型的纹样表面,镏钩则主要用于表现叶子表面的经脉,龙凤的毛发,水纹等细线型雕刻纹样。虽然它们的功能有所不同,但对它们的持握方式却具有相似性,可以分为“攥握”、“平握”和“笔握”(如图4、5、6),这三种持刀方式以“平握”最为常用。由于雕刻构件所用之材料多为硬木,质地坚硬,由单手来完成整个构件的雕刻过程会甚为吃力,故在进行铲削时,还需用另外一只手的大拇指或食指、中指顶住刀头来运刀。与凿活类雕刻工具的运刀方式相比,平铲、斜铲、圆铲及镏钩的运刀方式则更为多样化,尤其是铲削截面为曲线型的纹样时,在考虑纹样整体走向的同时,还需考虑纹样的截面弧度及三维空间的效果。
3、修活类
修活类雕刻工具主要用于处理雕刻时留在花活表面的刀痕及纹样线型根部的毛刺,以使其表面达到光滑圆润。其种类主要有刮刀、木锉、马牙挫等,其中刮刀有平刀或异型之分,主要用于处理地子和线型根部及形体表面,木锉有光木锉、尖木锉、三角锉、剑锉和板锉之别,三角锉、剑锉及板锉主要用于锉磨大齿痕,光木锉、尖木锉则主要用于修整小齿痕,马牙锉俗称“马牙子”,其形制就一种,功能如同耪刨,主要用于修整线型根部。需要说明的是,虽然刮刀、木锉及马牙挫的使用功能有所差异,但是在使用时的运行方向都应与木材纹理的方向保持一致。
二、雕刻工艺详述
雕刻工艺流程图见下图7
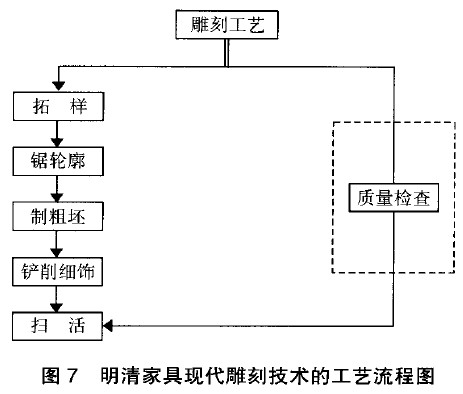
1、拓样
“拓样”就是指将所要雕刻的花活纹样直接绘制到雕刻部件上或先绘制于图纸上,再用硫酸纸拷贝粘贴在雕刻部件表面的工艺。其是雕刻加工的第一步,对进一步的雕刻具有重大的指导意义,故这一工序完成的好与坏直接影响着雕刻部件最后的品质(如图8)。“拓样”技术的关键有三:一为雕刻花活纹样的绘制。由于大多数传统纹样是对称分布的,在拷贝纹样时,可先以硫酸纸上所需绘图案的中心线为轴对折,中间夹以复写纸,绘制一半纹样(俗称母纹)即可,这样既减少了绘制复杂花活纹样时的误差,又保证了雕刻图案左右花活纹样的一致性。在绘制尺寸较大的花活纹样时,还需对雕刻图案分部分绘制,完成后再拼合到所需雕刻部件上,这时要注意一定要将拼接处的纹样衔接吻合,并且,尽可能将拼接处多余的纹样部分剪掉,以免在凿刻时出现误差。此外,还需说明的是圆雕花活纹样的绘制较线雕、浮雕和透雕纹样的绘制有所不同,其是立体雕刻,属于三维空间的范畴,有时四面、五面甚至是六面都需要拓样,绘制花活纹样时需要仔细分析各面花活纹样的关系;二为硫酸纸(其上绘有花活纹样)粘贴。首先在保证花活纹样的走向与木材纹理方向一致性的前提下,对准花活纹样在雕刻部件上的位置,并用手按住硫酸纸的一端使其固定,然后掀起硫酸纸的另一端,在与之对应的雕刻部件上涂刷浆糊,最后把硫酸纸拉直,并平铺在雕刻部件上,硫酸纸与雕刻部件之间不能留有气泡和杂质,反之,将硫酸纸的另一端粘贴于雕刻部件上的工艺过程亦然。此外,还需注意的是浆糊的调制,其粘稠度太大或太小都不行,粘稠度太大,留在雕刻部件上浆糊层不仅不容易干燥,而且还会影响拓样表面的平整度,黏稠度太小则会使浆糊黏度太低,使得硫酸纸粘贴不牢,无法进行雕刻;三为硫酸纸材料的选择。应薄厚适宜,硫酸纸太薄,通透性和柔软度虽佳,但在拷贝花活纹样时很容易将纸划破,硫酸纸太厚,结合强度虽高,通透性和柔软度则不佳,通透性差不仅会影响“拓样”的工作效率和拷贝花活纹样的精确度,而且还会影响对雕刻部件木材纹理方向的辨析,以至于无法确定走刀的方向,柔软度小则可能会使贴合在雕刻部件表面的硫酸纸产生翘曲,从而导致雕刻出来的花活纹样与起初设计的花活纹样之间出现偏差。
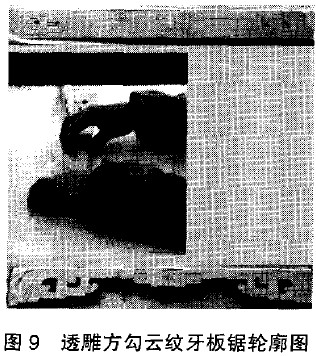
2、锯轮廓
“锯轮廓”就是指运用“牵钻”、“木锉”、“线锯”或“搜弓子”等木作工具加工出雕刻部件的内、外轮廓的工艺,其主要运用于附有透雕花活的构件(如图9)。传统工艺是先用“牵钻”在雕刻部件需要镂空区域的中间部位钻穿一圆孑L,然后使钢丝锯的钢丝锯条穿过圆孔,再与钢丝锯的弓身相连,等固定好雕刻构件后,顺着镂空区域的轮廓,垂直拉动钢丝据,锯截掉需镂空的区域,并对所锯截的截面进行“锉毛边”处理,其技术难点主要是对“搜弓子”的掌握,运锯时要“稳”,且应使钢锯条运动方向与雕刻部件的水平面垂直。伴随着现代科学技术的发展,“牵钻”和“钢丝锯”已分别由功能相同的“电钻”和“线锯”所取代,其工艺过程并没有变化,亦是先钻孑L,再穿人线锯钢丝锯条,固定好锯条后,起动线锯,顺着镂空区域的轮廓线水平移动雕刻构件,锯截掉需镂空的区域,并对所锯截的截面进行“锉毛边”处理,其技术难点则是对雕刻部件水平运动的控制,雕刻部件的运动方向应与线锯钢锯条的运动方向垂直。与传统工艺相比,后者中被固定的对象发生了变化,由手动操作的“钢丝锯”转变成了只在固定位置做垂直运动的机械“线锯”,这不仅增强了对锯截轨迹的可操作性,提高了雕刻部件的加工精度,而且还大大提高了雕刻工艺整体的生产效率。此外,值得一提的是前面讲到的“锉毛边”,所谓锉毛边是指用木锉修整锯截雕刻部件时留在锯截截面及各界面转角锯痕的工艺。其技术难度不大,根据图纸,运用不同型号的木锉,将“锯轮廓”时留在雕刻部件截面和界面转角处的锯痕锉磨平整即可。
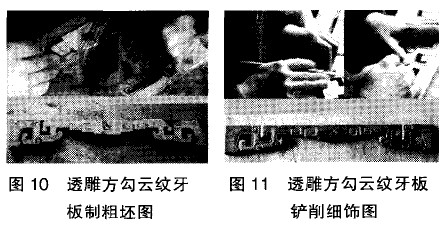
3、制粗坯
“制粗坯”是指运用凿刻、锉磨等加工手段对经过“拓样”及“锯轮廓”处理后的雕刻部件进行加工,使其花活纹样的形状初具雏形的工艺(如图l0)。这是用凿类工具的开始,在整个雕刻工艺过程中具有“里程碑”的作用,完成得好坏直接影响以后雕刻的进程和花活纹样最终的品质。在凿刻之前,应先对雕刻部件花活纹样的特征进行深入的分析,了解花活纹样所传达的文化意蕴及设计意图,掌握花活纹样的层次结构及纹样线条的走势规律,这对于花活纹样雕凿深浅程度的确定、凿刻工具型号的选择及走刀方向具有重要的指导意义。分析完成后,就开始根据花活纹样的长短曲直来选择与之相对应的平凿或圆凿,并沿着花活纹样线条的走势对雕刻部件进行“凿线”处理即所谓的“立刀开线”,应做到主次分明、深浅有别,尤其是在凿刻层次较多的花活纹样时,应按从上到下、由表及里的原则凿刻其轮廓,此外,还应注意的是在凿刻时,凿刃刃面应在纹样轮廓线之外侧,而且,在运凿时,每一次滑动的凿痕都应有一定的重叠部分,以避免刀痕的断裂和凿刻深度的不均。经过“凿线”之后,雕刻部件便进入了“塑形”阶段,以使花活纹样的层次关系更加明确,并具有一定的立体效果,这与西方“素描”绘画过程中的“找大关系”有着异曲同工之妙。其技术要求有四:其一,通常要将持凿的侧向倾斜角度范围控制在30-70º,这样可以更加省力;其二,在凿刻曲线形界面的花活纹样时,要注意凿刃弧度大小的选择,一般圆凿凿刃的弧度一定要平滑于曲线形面的弧度,但不要相差太大,以免凿刻时遗留过多的凿痕;其三,在凿刻花活纹样中形体与形体交接的部位时,表现出二者的层次关系即可,将细部的处理尽量留在“铲削细饰”中解决;其四,用木槌敲打凿子的力度应做到收放有度。
4、铲削细饰
“铲削细饰”就是指利用型号不同的平铲、圆铲、镏钩等雕刻工具对已完成的花活纹样的粗坯进行精雕细琢,进一步明确花活纹样纹理脉络的同时,准确铲出花活纹样的轮廓及自身结构的层次变化,并使花活纹样达到圆润生动(如图11)。铲削时应着眼于整体,时刻注意把握花活纹样的深浅层次变化,逐层进行雕刻,并且要分清主次,以突出花活纹样的主题。此外,其用刀应遵循“快”、“准”、“狠”的原则,以使铲削的线条平整规则、光滑流畅,而且,走刀时的方向应与雕刻部件的木材纹理的方向保持一致,避免出现戗茬,影响美观。其技术难点有二:一为对平铲、圆铲、镏钩等各雕刻工具的使用技巧及其所能雕刻出的效果的掌握,二为对花活纹样的结构及其三维空间效果的理解。两者相比,前者属于技术范畴,决定了花活纹样的外观质量,后者则属于思想范畴,决定了花活纹样的风格“铲削细饰”完成后,雕刻部件就进入到了“打扫活”阶段,其是艺术上的再创造和升华的过程,亦属于“细饰”的范畴,故放在这里阐述。所谓“扫活”指的是用刮刀片、砂纸(传统工艺中用“挫草”)等工具对完成铲削细饰的花活纹样进行“修磨”,直至花活纹样的形体表面及地子表面达到光滑圆润。其中的“修磨”一词应分开来理解,“修”指的是用不同形状的刮刀片对雕刻部件的花活纹样及地子进行修整找型,其走刀的方向应与木材纹理的方向一致,“磨”则指的是对找好型的花活纹样及地子表面进行打磨抛光,打磨方向亦应该顺着木材的纹理,否则会破坏木材的表面纹理。在传统雕刻工艺中,后者具有十分重要的作用,打磨的好与坏直接影响着雕刻部件最终的品质,故俗语有云:“一凿、二刻、七打磨”。
5、检验
经过拓样、锯轮廓、制粗坯、铲削细饰及扫活五个工序,就进入了雕刻部件的表面质量的检验阶段。这一工序在雕刻技术中也是至关重要的,其直接关系到家具最终品质的好与坏及生产企业的声誉。其具体的检验标准有三个方面:其一,产品雕刻、圆角、线型等加工图案应与图纸中的设计图案保持一致。其二,雕刻的花活图案应清晰完整、层次分明,且铲底平整、光洁、无刀痕。其三,花活纹样应对称、和顺、光滑,线型应均匀、顺直、对称、光滑。
参考阅读:明清家具美在神态韵律与沉稳
三、结语
木雕是一种具有中国民族特色的装饰艺术,其以古朴典雅的图案,精美绚丽的表现形式(如线雕、透雕、圆雕、雕填刻灰等),在国内外艺坛上赢得了很高的声誉。千百年来,聪慧的匠师们在实践中不断的探究和总结,到明清时期已形成了完全成熟的雕刻技术和配套工具的使用方法,这无疑为明清家具的辉煌提供了技术基础。雕刻工艺是明清家具制造技术中的重要组成部分,也是明清家具独特的工艺特征之一。笔者以“龙顺成”中式家具厂的现代雕刻技术为基础,探讨了明清家具雅刻工具的使用方法、用途及雕刻工艺具体的技艺流程,尤其是后者,逐一阐述了拓样、锯轮廓、制粗坯、铲凿细饰、扫活、检验六个工序的内容及技术要求。希望这对明清家具的修复及现代化生产具有一定的借鉴意义。
参考文献:
[1] 谭均平木雕工艺[M].北京:中国林、 II版社,1992.
[2] 牛晓霆,王逢瑚,王文光.黄花梨圈椅的现代生产技术(续)[J] .家具,2006(4):52-55.
[3] 李浈.中国传统建筑木作工具[M].上海:同济大学出版社,2004,48.
- 上一个藏品: 明清家具的审美特征
- 下一个藏品: 明清家具断代不能只看包浆